
კომპაქტური დაწნული ტრანსფორმაცია









კომპაქტური დატრიალების პრინციპი
კომპაქტური დატრიალების მიზანია ბოჭკოების სრულიად პარალელურ და მჭიდრო მდგომარეობაში განლაგება, რითაც აღმოიფხვრება დატრიალების სამკუთხედი. ამგვარად, ბოჭკოების ასეთი მჭიდრო და პარალელური განლაგება დატრიალებამდე აუმჯობესებს ძაფის სტრუქტურას, მექანიკურ და ფიზიკურ თვისებებს და ძაფის სიმტკიცეს. მოკლედ, კომპაქტური დატრიალება ძაფის ბოჭკოების დატკეპნას წინა ზედა როლიკერის გამომავალი წერტილიდან ახდენს.
ჩვენი კომპაქტური მოწყობილობა გულისხმობს ბოჭკოების მჭიდროდ განლაგებას ძაფის მოჭერის წერტილიდან (წინა ზედა როლიკერი) და ბრუნვის ბოლომდე ისეთი მოწყობილობის გამოყენებით, როგორიცაა უარყოფითი წნევის მილი, ბადისებრი წინსაფარი და გადაცემათა კოლოფი, რაც აღმოფხვრის მბრუნავ სამკუთხედს.
კომპაქტური დატრიალების პრინციპი
* მკვეთრად შემცირდა თმის ცვენა: Uster H მნიშვნელობა 30%-მდე, Zweigle S3-ის H მნიშვნელობა 80%-მდე
* მნიშვნელოვნად გაუმჯობესებული სიმტკიცე: 10-20%-ით მეტი
* ძაფის დაბალი უთანასწორობა და IPI-ის დაბალი მაჩვენებლები: 35%-მდე
* უფრო მაღალი დაგრძელება: 10-დან 15%-მდე
* დაბალი დახვევით (10%-მდე) იგივე სიმტკიცის ძაფის შემთხვევაში, პროდუქტიულობა იზრდება
* ბოლოების მსხვრევის მაჩვენებელი 60%-მდე მცირდება, რაც აუმჯობესებს მანქანის ეფექტურობას (იგივე სიჩქარე და ბრუნვა)
* ბუზების ნაკლები წარმოქმნა ხელს უწყობს უკეთეს სამუშაო მდგომარეობას
გაზრდილი დახვევის სიჩქარე
* ერთშრიანი კომპაქტური ძაფი შეიძლება ჩაანაცვლოს ჩვეულებრივი ორშრიანი ძაფი
* უფრო მაღალი სიმტკიცის გამო, საქსოვი და დეფორმაციის მანქანის მუშაობა 10-15%-ით გაიზარდა;
* ზომის ქიმიური ნივთიერებების მოხმარება მცირდება გამოწეული ბოჭკოების ნაკლები რაოდენობის გამო;
* ბეწვიანობის შემცირება და ბუზების გამრავლების შემცირება;
* მზა პროდუქტებში, ნაკლები ბუსუსებისკენ მიდრეკილება, უკეთესი შეხება, ქსოვილის ბზინვარება
* საღებავის სითხის შეწოვა გაუმჯობესებულია ძაფის დაბალი დახვევის გამო, საჭიროა ნაკლები საღებავის სითხე (5%-მდე).
* ნედლეულის დაზოგვა - ნაკლები სავარცხელი ზეთი 6%-მდე
კომპაქტური ნაკერების სისტემა პნევმატურ ზედა მკლავზე
| შედგენის სისტემის ნაწილები | |
| სამაგრი როლიკებიან სადგამზე დასამონტაჟებლად, კარგად გაბურღეთ ხვრელი როლიკებიან სადგამზე. ეს სამაგრი განკუთვნილია კომპაქტური შემწოვი მილის დასამაგრებლად. | 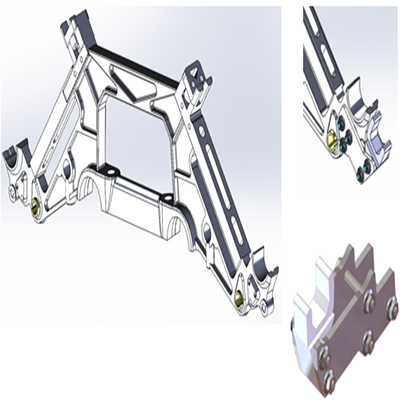 |
| კომპაქტური ფანტელები დამონტაჟებულია მანქანის ზედა მკლავზე, ზამბარიანი ან პნევმატური | 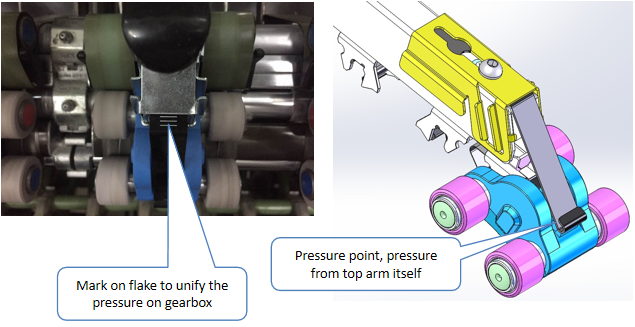 |
| რეზინის სამაგრებიანი გადაცემათა კოლოფი. ჩვენ მოვხსნით მანქანის წინა ზედა ლილვას და დავამაგრებთ კომპაქტური გადაცემათა კოლოფის ქვემოთ. | 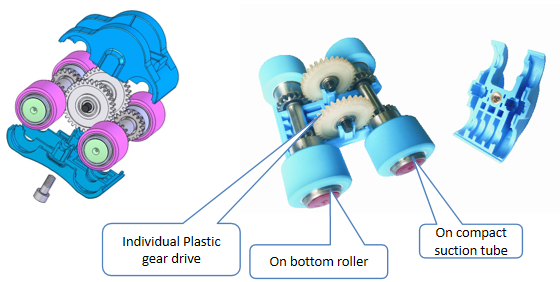 |
| შემწოვი მილი დაჭიმვის ღეროთი და წინსაფრით | 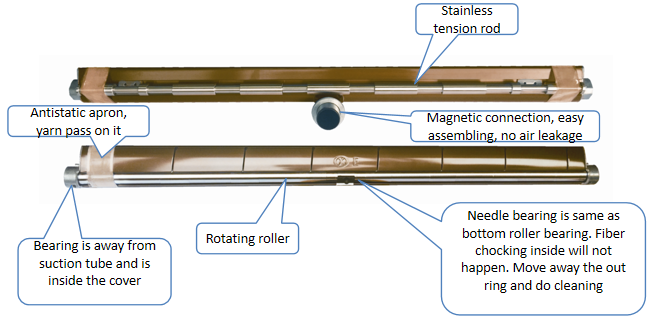 |
| ორიგინალი Pneumafil ფლეიტა ჩვენით უნდა შეიცვალოს. | 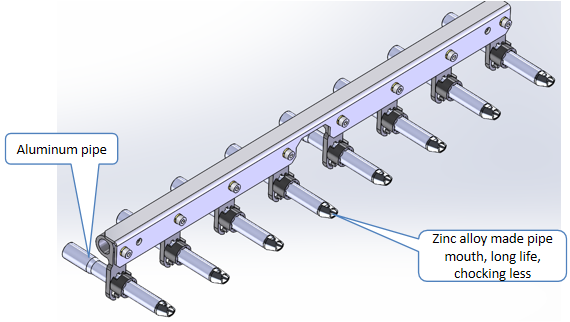 |
| კომპაქტური შემწოვი სისტემა (შემწოვი ძრავა და ვენტილატორი ძაფის დასატკეპნად უარყოფით წნევას ქმნის. კომპაქტური შემწოვი სისტემის დიზაინი შეგვიძლია დანადგარის მდებარეობისა და ქარხნული განლაგების მიხედვით შევადგინოთ. აქ მოცემულია რამდენიმე წინადადება მითითებისთვის) | |
| შემწოვი სისტემის წინადადება 1 | 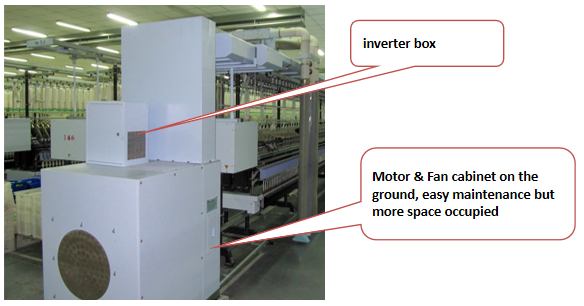 |
| შეწოვის სისტემის წინადადება 2 | 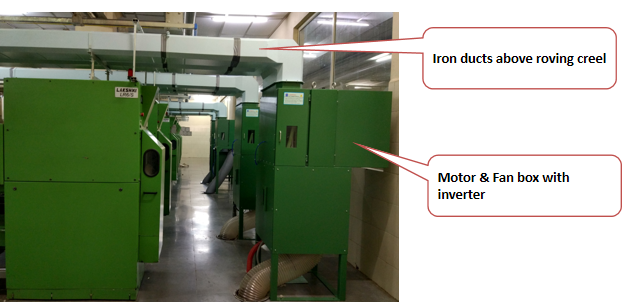 |
| შემწოვი სისტემის წინადადება 3 |  |
| მილის შეერთება | 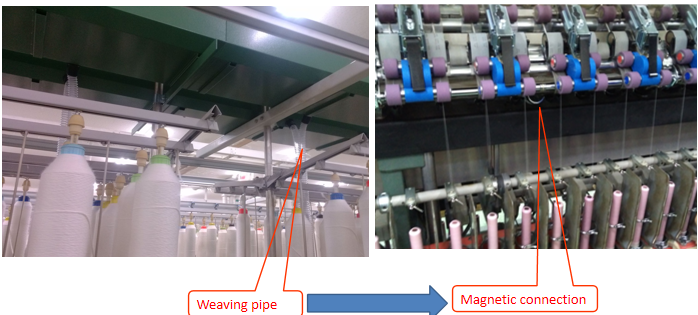 |
| ნარჩენი ბოჭკოების შეგროვების სისტემა. უარყოფითი წნევის ჰაერი პირდაპირ კავშირშია ძაფის ხარისხთან. თუ წნევის ვარდნა ხდება დატრიალების დროს, ძაფის ხარისხი ცუდი იქნება. როგორ შევინარჩუნოთ თანაბარი წნევა თითოეული შპინდელისთვის? ჩვენ გთავაზობთ ავტომატურ გახეხვის სისტემას. | 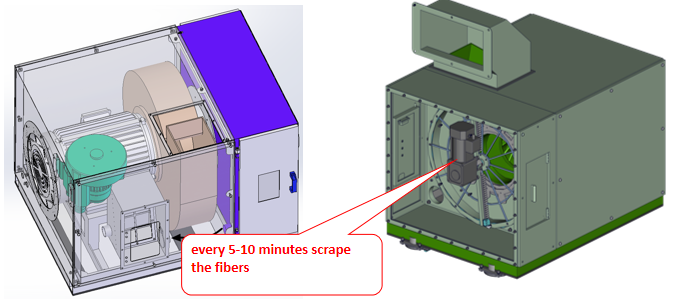 |
| სადინარში შეწოვის წნევის ჰაერის საზომი სიგნალიზაციის ნათურით |  |
20-იანი დაკარდული ბამბის მოვლის გრაფიკი:
1. საწოლის ნებისმიერი დაზიანების, პნევმაფილური ღარის დაცობის, უარყოფითი წნევის მილის ჭრილის დაცობის ყოველდღიური შემოწმება;
2. 7-10 დღეში ერთხელ გაწმინდეთ უარყოფითი წნევის მილი;
3. ძაფის გაპრიალება უნდა მოხდეს 45 დღეში ერთხელ (დამოკიდებულია ძაფის ხარისხზე) და უნდა შენარჩუნდეს დაჭიმულობის იგივე თანაფარდობა;
4. 30 დღეში ერთხელ საჭიროა სრული მანქანური წმენდა;
5. სრული მანქანური წმენდის დროს სადინრის ბოლო საფარი ღია უნდა იყოს და კომპაქტური ძრავა ხელით უნდა მუშაობდეს სადინრის გასაწმენდად;
6. თუ რაიმე სახის დამუშავება მოხდება, გთხოვთ, დროულად გაწმინდოთ
ენერგიის მოხმარება
| 1824 წლის შპინდელები/ მანქანა | ძრავის მოცულობა | ABB ინვერტორი | ენერგომოხმარება/შპინდელი | უარყოფითი მილის ჭრილის მნიშვნელობა |
| კომპაქტური ერთი ძაფისთვის | 22 კვტ/60 ჰერცი
| 22 კვტ | 7-8 ვატი | 2.5-2.8 კპა |
| კომპაქტური სირო ძაფისთვის | 22 კვტ/60 ჰერცი | 22 კვტ | 8-9 კვირა | 1.6-1.8 კპა |





