
ჩინეთის Indigo Slasher-ის საღებავის არეალის მიმწოდებელი
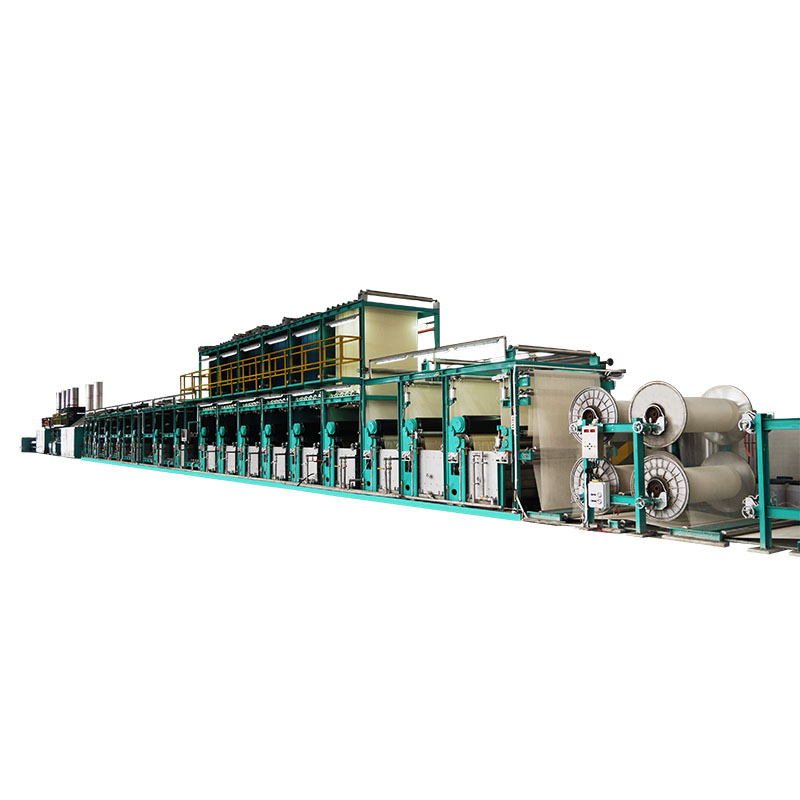
სპეციფიკაციები
| 1 | მანქანის სიჩქარე (შეღებვა) | 6 ~ 36 მ/წთ |
| 2 | მანქანის სიჩქარე (ზომა) | 1 ~ 50 მ/წთ |
| 3 | ეთერში გაშვების ხანგრძლივობა | 32 მილიონი (ტიპიური) |
| 4 | აკუმულატორის ტევადობა | 100 ~ 140 მ |


სხივის კრილები
მახასიათებლები
| 1 | შეღებვა + ზომის შერჩევა |
| 2 | ეფექტური წარმოება |
| 3 | მინიმალური ძაფის გაწყვეტა |
| 4 | მრავალი წარმოების რეჟიმი |
| 5 | მაღალი ავტომატიზირებული წარმოება |

სხივის მუხრუჭი

ელექტრო კარადის ნაწილობრივი ხედი
ინდიგოს შეღებვის პრინციპები
1. ძაფი თავდაპირველად მზადდება (თოკის შესაღებად ბურთულიანი დეფორმაციის მანქანით, ძაფისებრი შეღებვისთვის პირდაპირი დეფორმაციის მანქანით) და იწყება სხივის კონსტრუქციებიდან.
2. წინასწარი დამუშავების ყუთები ამზადებს ძაფს (გაწმენდითა და დასველებით) შესაღებად.
3. საღებავის ყუთები ძაფს ღებავს ინდიგოთი (ან სხვა სახის საღებავით, მაგალითად, გოგირდით).
4. ინდიგო აღდგება (დაჟანგვისგან განსხვავებით) და იხსნება საღებავის აბაზანაში ლეიკო-ინდიგოს სახით ტუტე გარემოში, ჰიდროსულფიტი კი აღმდგენი აგენტია.
5. ლეიკო-ინდიგო საღებავის აბაზანაში ძაფს უკავშირდება და შემდეგ, ჰაერის ჩარჩოზე ჟანგბადთან კონტაქტში შესვლისას, ლეიკო-ინდიგო რეაგირებს ჟანგბადთან (დაჟანგვა) და ლურჯდება.
6. ინდიგოს ფერის განმეორებითი ჩაყვინთვისა და გაფრქვევის პროცესი თანდათანობით უფრო მუქ ელფერს იძენს.
7. რეცხვის შემდგომი ყუთები ძაფიდან ზედმეტ ქიმიკატებს აშორებს, ამ ეტაპზე ასევე შეიძლება დამატებითი ქიმიური საშუალებების გამოყენება სხვადასხვა მიზნებისთვის.
8. ზომის შერჩევის პროცესი ხორციელდება იმავე მანქანაზე შეღებვისთანავე, საბოლოო ძელები მზად არის ქსოვისთვის.
9. პროდუქტიულობის თვალსაზრისით, Slasher-ის საღებავების ქარხანას, როგორც წესი, 24/28 თოკებიანი საღებავების ქარხანასთან შედარებით წარმოების დაახლოებით ნახევარი წარმადობა აქვს.
10. წარმოების სიმძლავრე: დაახლოებით 30000 მეტრი ძაფი Slasher-ის საღებავის ქარხნის გამოყენებით.

თავი

ზომის ყუთი

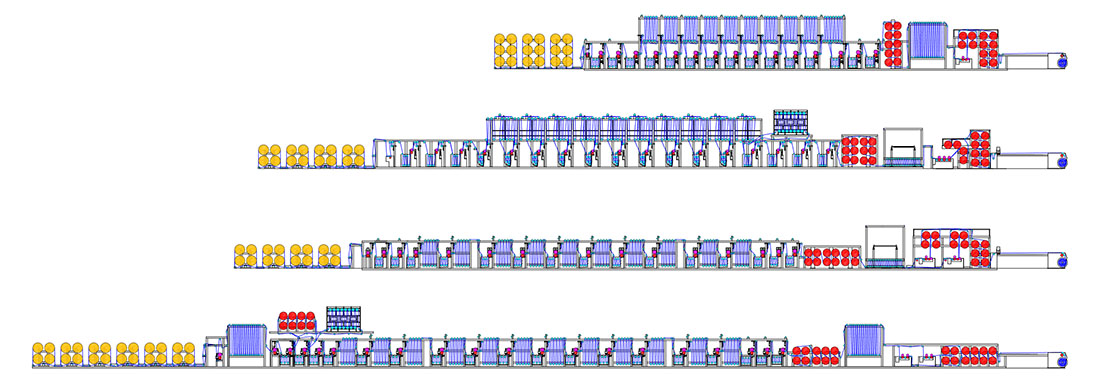
გაყოფილი ზონა

სლეშერის საღებავი მანქანის ზემოდან ხედი


ავტომატური დაჭიმულობის კონტროლი

Endress+Hauser-ის ნაკადის მრიცხველი

ზედა ფურცელი და ქვედა ფურცელი
პროდუქტების კატეგორიები
-

ავტომატური ქსოვის ჯინსის შესახვევი მანქანა
-

ჩინეთის მწარმოებლის მომწოდებელი ვისკოზა Spunlace არა...
-

300 კგ 500 კგ სამრეწველო პლატფორმის ამწევი ჰიდრავლიკური...
-

100% ნატურალური შერეული კანაფის ძაფი ქსოვისთვის და ...
-

ავტომატური შეკუმშვის შესაფუთი ქსოვილის რულონების მანქანა
-

100% ორიგინალი ხელნაკეთი ნივთების და ეკოლოგიურად სუფთა ნივთების საბითუმო...