
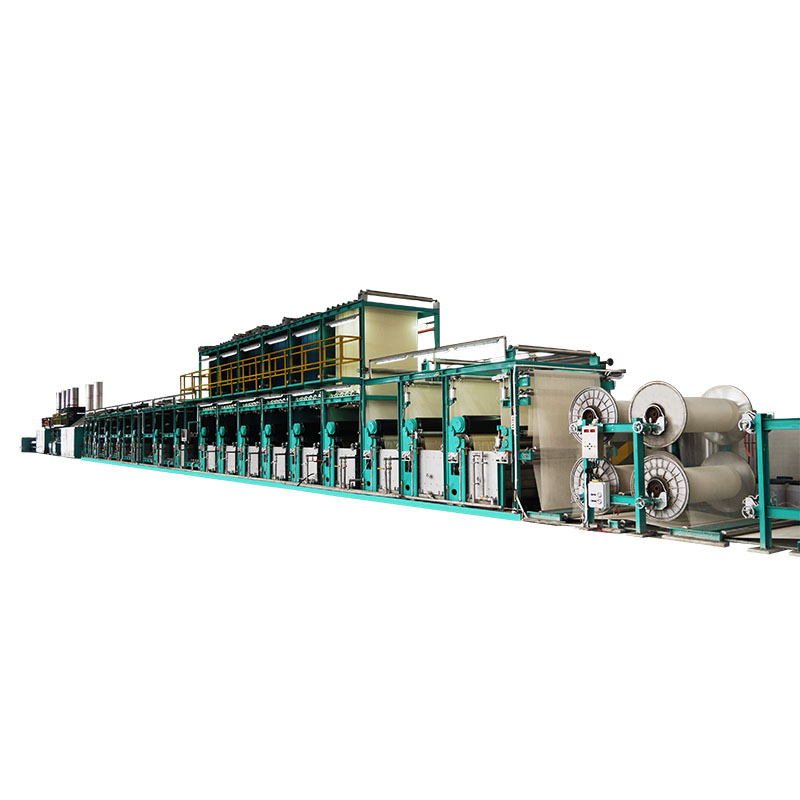
ჩინეთის Indigo Slasher Dyeing Range მიმწოდებელი
სპეციფიკაციები
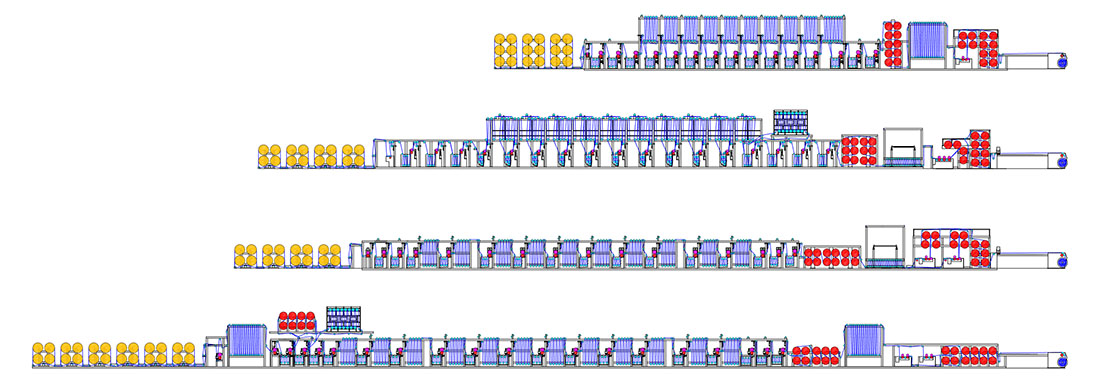
| 1 | მანქანის სიჩქარე (შეღებვა) | 6 ~ 36 მ/წთ |
| 2 | მანქანის სიჩქარე (ზომა) | 1 ~ 50 მ/წთ |
| 3 | ჰაერის სიგრძე | 32 მ (ტიპიური) |
| 4 | აკუმულატორის სიმძლავრე | 100 ~ 140 მ |


Beam Creels
მახასიათებლები
| 1 | შეღებვა + გაზომვა |
| 2 | ეფექტური წარმოება |
| 3 | ნართის მინიმალური რღვევა |
| 4 | მრავალი წარმოების რეჟიმი |
| 5 | მაღალ ავტომატიზირებული წარმოება |

სხივის მუხრუჭი

ელექტრო კაბინეტი ნაწილობრივი ხედი
სლეშერი ინდიგოს შეღებვის პრინციპები
1. ძაფს ჯერ ამზადებენ (თოკზე შეღებვის ბურთის დრუნვის მანქანით, სლეშერით შეღებვის პირდაპირი გამამრუდებელი მანქანით) და იწყება სხივის ღეროებიდან.
2. წინასწარი დამუშავების ყუთები ამზადებენ (გაწმენდით და დასველებით) ნართს შეღებვისთვის.
3. საღებავების ყუთები ძაფს ღებავს ინდიგოთი (ან სხვა სახის საღებავით, მაგალითად, გოგირდით).
4. ინდიგო მცირდება (დაჟანგვისგან განსხვავებით) და იხსნება საღებავის აბაზანაში ლეიკო-ინდიგოს სახით ტუტე გარემოში, ჰიდროსულფიტი არის შემცირების საშუალება.
5. ლეიკო-ინდიგო აკავშირებს ძაფს საღებავების აბაზანაში, შემდეგ კი ჟანგბადთან კონტაქტში შედის ჰაერის ჩარჩოზე, ლეიკო-ინდიგო რეაგირებს ჟანგბადთან (დაჟანგვა) და ლურჯდება.
6. ჩაღრმავების და ჰაერის განმეორებითი პროცესები საშუალებას აძლევს ინდიგო თანდათან გადაიზარდოს მუქ ჩრდილში.
7. რეცხვის შემდგომი ყუთები აშორებს ძაფზე ზედმეტ ქიმიურ ნივთიერებებს, ამ ეტაპზე შეიძლება გამოყენებულ იქნას დამატებითი ქიმიური აგენტები სხვადასხვა მიზნებისათვის.
8. გაზომვის პროცესი კეთდება შეღებვისთანავე იმავე მანქანაზე, საბოლოო სხივები მზად არის ქსოვისთვის.
9. პროდუქტიულობის თვალსაზრისით, სლეშერი საღებავების დიაპაზონს ჩვეულებრივ აქვს დაახლოებით ნახევარი წარმოების სიმძლავრე 24/28 თოკის შეღებვის დიაპაზონში.
10. წარმოების სიმძლავრე: დაახლოებით 30000 მეტრი ნართი სლეშერი შეღებვის დიაპაზონით.

თავსაბურავი

ზომის ყუთი

გაყოფილი ზონა

სლეშერი საღებავების აპარატის ზედა ხედი


ავტომატური დაძაბულობის კონტროლი

Endress+Hauser Flowmeter

ზედა ფურცელი და ქვედა ფურცელი
პროდუქტების კატეგორიები
-

საბითუმო ცხელი იყიდება კარგად ინდიგო ტერი ნაქსოვი დე...
-

ქსოვის ნართი ჩინეთის ქარხნის პოლიესტერიდან ...
-

საბითუმო 100% კანაფის გრძელი ბოჭკოვანი ნართი ცხელი იყიდება...
-

უწყლო მაღალი წნევის მაღალი ტემპერატურის ელექტრო...
-

ჩინეთის Indigo Rope Dyeing Range მიმწოდებელი
-
ჩინეთი აწარმოებს 100% კანაფის ძაფს ქსოვისთვის და...