
ბეჭდის დაწნული ნართის გამოვლენის სისტემა



ინდუსტრიის ფონი
ამჟამად, ტექსტილის საწარმოების ეფექტურობაზე ძირითადად გავლენას ახდენს შრომის ხარჯები, აღჭურვილობის მდგომარეობა, ბიზნეს ოპერაციები და სხვა ფაქტორები, დაწნული პროცესი არის ქარხნების ხარისხის გასაღები, ძნელი სამართავი, მის მენეჯმენტზე ყველაზე პირდაპირი პასუხია მონაცემები. ძაფების მსხვრევა. ამიტომ, როგორ აღმოვაჩინოთ და შევამციროთ ნაპრალები, არის დაწნული მენეჯმენტის მთავარი პრიორიტეტი. ჩვენ ვიცით, რომ 30%-დან 35%-მდე წყვეტა გამოწვეულია 5%-იანი უკანა ღეროებით. ტრადიციული მეთოდია ამ 5%-იანი დეფექტური შტრიხების აღმოჩენა მოგზაურობით. შეკეთება მექანიკოსების მიერ და სინჯის აღება ტესტერებით, მაგრამ ბევრი უარყოფითი მხარეა.
ჩვენ შევიმუშავეთ ონლაინ გამოვლენის სისტემა. მას შეუძლია დროულად და ეფექტურად დაადგინოს აპარატის შესვენების პოზიცია და მნიშვნელოვნად გააუმჯობესოს რგოლის ჩარჩოების მუშაობის ეფექტურობა. ჩვენი კომპანიის მიზანია უზრუნველყოს მოწინავე ინტელექტუალური მოდიფიკაციის სერვისი ტექსტილის საწარმოების დაწნვის პროცესისთვის, დააჩქაროს დაწნული აღჭურვილობის განახლება საწარმოების კონკურენტუნარიანობის გასაუმჯობესებლად და ძალ-ღონეს არ იშურებს, რათა მომხმარებლებს დაეხმარონ მოგების მაქსიმიზაციაში წარმოების კონტროლის ეფექტური და ინტელექტუალური საშუალებების გამოყენებით.
სისტემის შემადგენლობა
სისტემა ძირითადად შედგება მონიტორინგის მოწყობილობებისა და აქტივატორებისგან.
მონიტორინგის მოწყობილობა მოიცავს ერთი spindle მონიტორინგის მოწყობილობას.
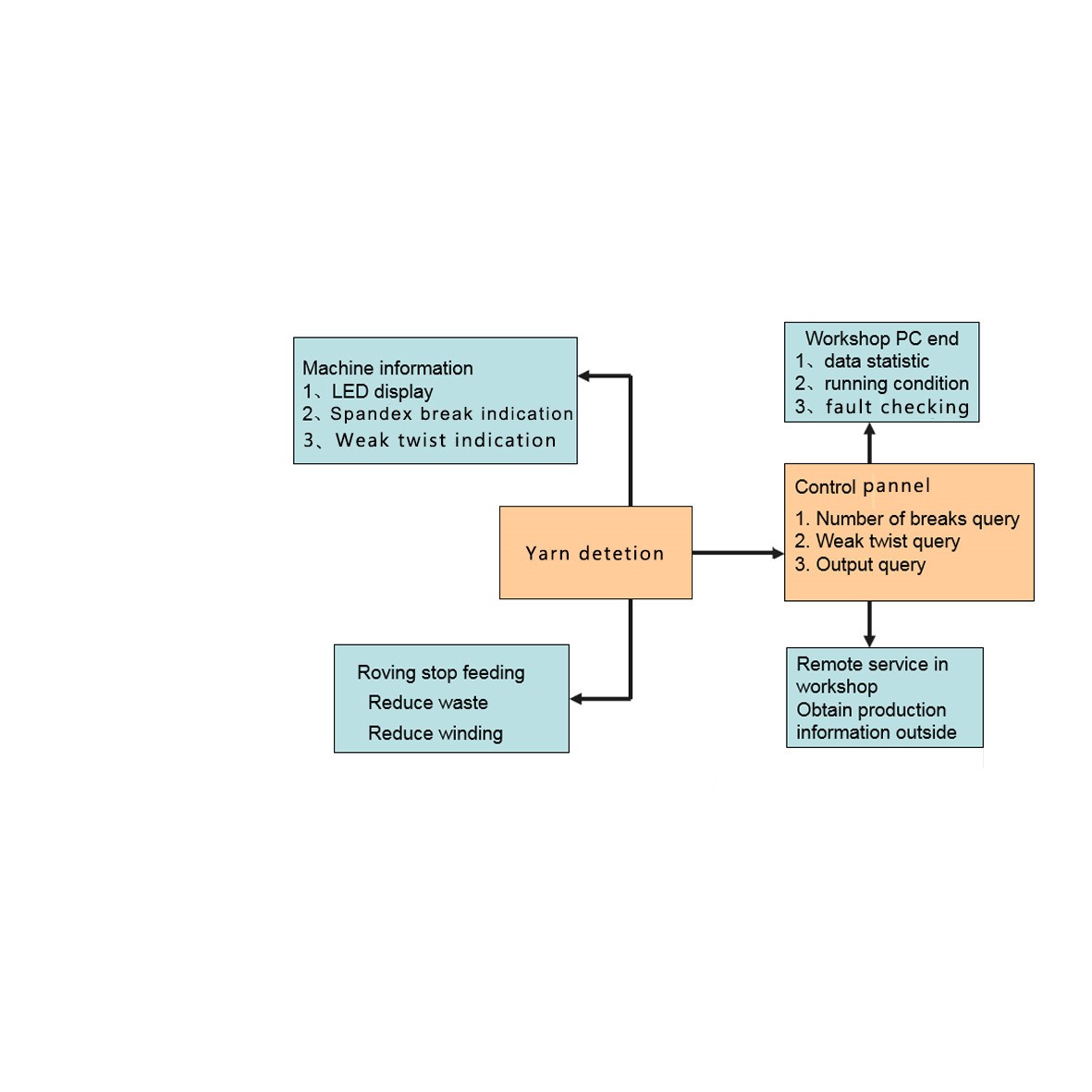
ტაქტუატორები ძირითადად შედგება ოთხი ნაწილისგან: შესვენების ფოტოელექტრული ზონდირების სისტემა, მოძრავი გაჩერების კვების მოწყობილობა, გადაცემათა ბოლო საკონტროლო ეკრანი და წყვეტის გამაფრთხილებელი ჩვენება. სისტემის მოდულების სქემატური დიაგრამა ნაჩვენებია როგორც სურათი 1 ქვემოთ. (მათ შორის, დაწნული მართვის პლატფორმის ინტელექტუალური დატრიალებული ღრუბლოვანი სისტემა, ენერგიის მოხმარების მონიტორინგი, გარემოს მონიტორინგი, რღვევის და სუსტი ტრიალი კოშკის ნათურის ჩვენება, სპანდექსის პარამეტრი, შეწოვის ვენტილატორის სიჩქარის პარამეტრი, siro პარამეტრი არის არჩევითი მოდულები, არჩევითი მოდულების გარეშე, მაშინ არ გამოჩნდება შესაბამისი მონაცემები ).
სისტემის ფუნქციები
მონიტორინგისა და კონტროლის სისტემას აქვს ერთი მანქანის ინდიკატორისა და დისპლეის ფუნქციები, გადაცემათა კოლოფის დისპლეი, სახელოსნოს ჩვენება, მთავარი სერვერის ჩვენება, მოძრავი ბოლოს შესვენების გაჩერების კვება, მსხვრევის დროული აღმოჩენა და ზუსტი პოზიციონირება, ხელს უწყობს ხარისხის ძირითად პუნქტებს დაწნული პროცესი, ამცირებს შრომას და ნარჩენებს და აუმჯობესებს ხარისხს.
განსაკუთრებით აღსანიშნავია ის, რომ სისტემამ დაამატა წარმოების მართვის სისტემა სპინინგისთვის. მას შეუძლია შეაგროვოს მონაცემები მასობრივი მონაცემებიდან, შექმნას სხვადასხვა გრაფიკული და ტექსტური ანგარიშები მომხმარებელთა მოთხოვნილებების შესაბამისად, დაეხმაროს ქარხნის ტექნოლოგიებსა და მენეჯმენტის პერსონალს ანალიზის, მართვისა და გადაწყვეტილების მიღებაში და უზრუნველყოს მენეჯმენტის კომფორტი მომხმარებლებისთვის.
წარმოების მართვის სისტემა ძირითადად მოიცავს შემდეგ ფუნქციებს:
ა) შეუძლია აჩვენოს spindles ერთად მოტეხილობით წყვეტები, დროულად აღმოაჩინოს ხარვეზი spindle და შეატყობინოს მექანიკოსი შეკეთება;
ბ) არ არის საჭირო ინსტრუქციები 1000 spindles/საათში შესვენების რაოდენობის შესამოწმებლად და შესვენების შესვენების ნახვა შესაძლებელია ონლაინ ნებისმიერ დროს;
გ) არ არის საჭირო ყოველი ცვლის წარმოების სარგებლის ხელით კოპირება, სისტემა ავტომატურად გენერირებულია;
დ) შეუძლია აჩვენოს spindle სიჩქარე, თავიდან იქნას აცილებული დაბალი სიჩქარის spindle და შეამციროს სუსტი გრეხილი;
ე) ნებისმიერ დროს შეუძლია შეამოწმოს სპინინგის სახეობები და მანქანების პირობები ჯიშების დაგეგმვისთვის;
ვ) შეუძლია დაინახოს ყველა მანქანის მუშაობის და მუშაობის სიჩქარე;
ზ) შეუძლია ნებისმიერ დროს ნახოს სიჩქარისა და სხვა პარამეტრების კავშირი და შეუძლია სიჩქარის ოპტიმიზაცია.
სისტემის მახასიათებლები
რგოლის ჩარჩოს მონიტორინგისა და კონტროლის სისტემა არის საინფორმაციო და ინტელექტუალური საშუალება. მას შეუძლია ჩაიწეროს ყველა მონაცემი და გახადოს მუშაობა უფრო ღია და გამჭვირვალე, ამით ეხმარება სახელოსნო ჯგუფის მენეჯმენტს და უზრუნველყოფს სამეცნიერო საფუძველს საწარმოს გადაწყვეტილების მისაღებად. და პროცესის ოპტიმიზაცია. სისტემას აქვს ქვემოთ აშკარა მახასიათებლები
ა) არ არის მავთულის კავშირი თითოეულ სენსორს შორის.პირდაპირი ჩასმა.
ბ) ფოტოელექტრიულ (ან ელექტრო მაგნიტურ) ზონდს აქვს სიზუსტისა და მგრძნობელობის უპირატესობები, ზონდი მცირეა, სამონტაჟო მანძილი ზონდსა და რგოლს შორის დიდია და არანაირი გავლენა არ აქვს ძაფების დაშლას და მოგზაურის შეცვლას.
გ) მოძრავი გაჩერების კვების მოწყობილობა შესაფერისია პარალელური და V შედგენის ფორმებისთვის. მან მიიღო მოქნილი მოდულების კავშირი, არ საჭიროებს დამატებით წრიულ ხაზებს, ავტომატურად იდენტიფიცირებს ზურგის პოზიციას, მარტივი სტრუქტურით და მოსახერხებელი ინსტალაციისა და მოვლის საშუალებით. Roving stop მოწყობილობის მგრძნობელობა 4 წამში. .
დ) თითოეული კომპლექტი ეკრანით ადამიანი-მანქანის ინტერფეისით, უზრუნველყოფს სწრაფ ოპერაციულ ინსტრუქციებს მუშებისთვის და მექანიკოსებისთვის.
ე) დიზაინი wifi ფუნქციით, მომავალი დისტანციური სერვისისთვის, ლეპტოპის და ხელის ნაკრების სტაბილური უკაბელო კავშირისთვის.
შესვენების მონიტორინგის მოდულის მნიშვნელობა
სისტემის შესვენების გამოვლენის მოდული ძირითადად აისახება ნათურაზე და ეკრანზე. ჩვენების სხვადასხვა კატეგორია წარმოადგენს განსხვავებულ მნიშვნელობას. დეტალები, როგორც ქვემოთ მოცემული ფორმა 1.
| თანამდებობა | კატეგორიები | იმპლიკაცია |
| Spindle პოზიცია | ცისფერი შუქის თვალის ჩაკვრა | არღვევს |
| წითელ შუქზე თვალის ჩაკვრა | ბრალია | |
| წითელი შუქი ჩართულია | სუსტი ირონია | |
| იასამნისფერი ღია თვალის ჩაკვრა | სენსორი დაფარულია | |
| ნათურა | მწვანე შუქი ჩართულია | 1-4 შესვენება |
| ყვითელი შუქი ჩართულია | 5-9 შესვენება | |
| წითელი შუქი ჩართულია | 10-24 შესვენება | |
| წითელ შუქზე თვალის ჩაკვრა | შესვენებები 25-ზე მაღლა | |
| 2 ფერის ალტერნატიული თვალის ჩაკვრა | შედგენის გაფრთხილება/დედაპლატის გაუმართაობა | |
| ჩვენება | ასო b + რიცხვი | შესვენების რაოდენობა |
| ასო E+ნომერი | სუსტი გადახვევის რაოდენობა | |
| ასო F + ნომერი | ხარვეზის რაოდენობა |
ადაპტირებული მანქანის ძირითადი ტექნიკური პარამეტრები
მონიტორინგის სისტემა ადაპტირებულია ქვემოთ მოცემულ 2 პარამეტრზე, მოთხოვნების მიხედვით მორგებული სხვა პარამეტრები.
| არა. | ელემენტი | სპეციფიკაცია |
| 1 | შესაფერისია ნართის ტიპისთვის | 14-100s ბამბა და შერევა |
| 2 | სპინდლების რაოდენობა | მოკლე ჩარჩო, გრძელი ჩარჩო |
| 3 | შედგენის ტიპი | პარალელური და V შედგენა |
| 4 | Spindle ლიანდაგი | 68,75 მმ, 70 მმ, 75 მმ |
| 5 | ლილვის აკვნის დიამეტრი | 28 მმ, 40 მმ |
| 6 | ბეჭდის ტიპი | თვითმფრინავი, კონუსური |
| 7 | Spindle ნომერი | სიჩქარის ბოლოდან (L/R) წესრიგში |
სისტემის ტექნიკური სპეციფიკაცია
სისტემას შეუძლია რეალურ დროში ინტელექტუალური ონლაინ მონიტორინგის განხორციელება. მისი მუშაობის პრინციპი და მუშაობის დიაგრამა ნაჩვენებია ცხრილში 2 და ცხრილ 3 შესაბამისად.
ნართის გამოვლენის სისტემის მუშაობის პრინციპი
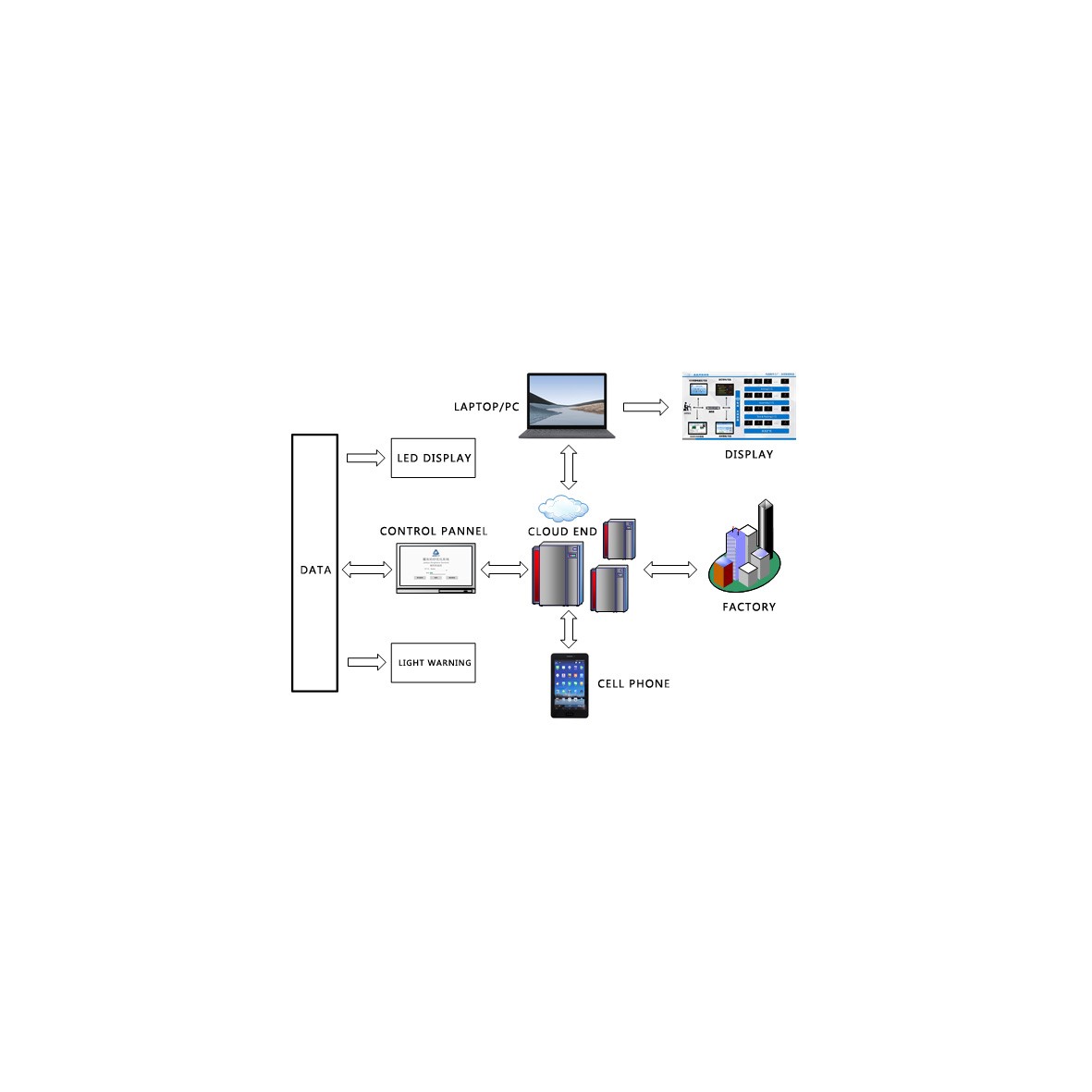
ნართის გამოვლენის სისტემის მუშაობის დიაგრამა
დაწნული ჩარჩოს მონიტორინგის სისტემა არის ინტელექტუალური, ინფორმაციული და მსუბუქი. მისი ძირითადი ტექნიკური მახასიათებლები ნაჩვენებია ცხრილში 2 ქვემოთ.
| ელემენტი | შინაარსი | JADEYO ერთი spindle მონიტორინგის სისტემა 2.0 |
| აპარატურა | სენსორის შესრულება | ფოტოელექტრული, მაგნიტური |
| სენსორული დაფის სპეციფიკაცია | 24 ღერი 0.7 კგ | |
| მომხმარებლის ბოლო ტიპი | კომპიუტერის, მობილურის, ლეპტოპის, სამაჯურის მხარდაჭერა და ა.შ. | |
| მოძრავი გაჩერება | ამავე დროს, როდესაც შესვენება ხდება | |
| შედგენის კონტროლი | ჩვენება როლიკერის დიამეტრი, მიმდინარე სიჩქარე | |
| წარმოების მონიტორინგი | აჩვენეთ ძაფის სახეობა, წარმოების სიჩქარე, სიგრძე, მოსავლიანობა, გაფუჭების დრო და ა. | |
| შესვენებები მოხდა/1000 spindles/საათში | ონლაინ შემოწმება spindle სიჩქარე და ბოლოს შესვენებები მოხდა / 1000 spindles / საათში | |
| Doffing შესვენების ანალიზი | ონლაინ შემოწმება spindle სიჩქარე და შესვენებები მოხდა / 1000 / საათში თითოეული doffing | |
| სიგნალიზაცია დასრულების შესვენების შესახებ | სენსორის სინათლის თვალის ჩაკვრა, გადაცემათა კოლოფის ბოლო კონტროლერი აჩვენებს შესვენების პოზიციას და ეკრანი აჩვენებს შესვენების რაოდენობას | |
| მცირე ირონია | სენსორის შუქი შეიძლება აკონტროლოს spindle სიჩქარე, შესვენების რაოდენობა | |
| გადაცემის გზა | ინტეგრირებული მიკროსქემის დაფა მარტივი ჩასმა | |
| პროგრამული უზრუნველყოფა | ქსელის დაკავშირება სხვა მონიტორინგის მოწყობილობებთან | მრავალ მანქანურ ქსელს შეუძლია შექმნას დაწნული და ბოლო შესვენების მონიტორინგის ქსელი. |
| პარამეტრის ცხრილის გამოყენება | არსებული ანგარიშები შეიძლება მორგებული იყოს საჭიროებების მიხედვით და მოგვიანებით შეიძლება მორგებული იყოს ახალი ანგარიშების შემუშავებისა და დასაყენებლად. | |
| მონაცემთა გაზიარება | მონაცემები სრულად ღიაა, მონაცემთა ინტერფეისი მხარს უჭერს Ethernet-ს, თავსებადია HMES წარმოების შესრულების სისტემასთან, ERP რესურსების დაგეგმვის სისტემასთან, OA საოფისე სისტემასთან და ა.შ. | |
| პროგრამული ფუნქციის განახლებები | შეიძლება ხელახლა განვითარდეს და ჰქონდეს გაფართოების ფუნქცია | |
| ხარისხის სტანდარტი | ყველა spindles on line გამოვლენა | ზუსტი დეზინფორმაციის გარეშე |
| გამოვლენის ზონდის ყოველდღიური წარუმატებლობის მაჩვენებელი და სხვა ელექტრო კომპონენტები | 1/10000 ფარგლებში, მომსახურების ვადა 10 წელზე მეტია |





